Vylepšite bezplatný návod na tlačiareň 3D Ender3.
Zistite, ako zlepšiť výkon tlačiarne 3D CR-10 alebo ENDER3 (Pro/v2) so systémom priameho vytláčania. Úplný sprievodca.
Ak máte CR-10 Creality, CR-10, CR-10 mini o ender-3 (Akákoľvek verzia do V2), Táto pokročilá modifikácia môže revolúciou v kvalite vašich 3D výtlačkov. Konverzia na priame vytláčanie Wade, predstavuje konečnú aktualizáciu pre:
Drasticky zlepšovať kvalitu výtlačkov.
Takmer úplne eliminujte nepríjemné horúce bloky.
Získajte presnejšie a konštantnejšie vytláčanie.
Tlačiť náročnejšie materiály, ako je TPU ľahšie
Výhody systému Wade určite presahujú niektoré malé obmedzenia tejto technológie, kvôli malému zvýšeniu hmotnosti extrúzneho systému. Na obmedzenie hmotnosti, Môžeme voliteľne nahradiť pôvodný motor NEMA 17, s kompaktnejším a ľahším ako Nema 14.
Klady a nevýhody dvoch spôsobov vzdialeného a priameho vytláčania.
Podstatný rozdiel medzi týmito dvoma extrúznymi systémami sa týka umiestnenia motora NEMA v 3D tlačiarni.
Systém priameho vytláčania Bowden:
Zatiaľ čo v systéme Wade je motor umiestnený priamo nad Hotend, ktorý sa pohybuje so solidaritou s košíkom, Na druhej strane je vzdialený systém Bowdenu namontovaný osobitne v pevnom bode 3D tlačiarne, Takže vlákno prichádza na Hotend s pomerne dlhou cestou teflónovou trubicou.
Hlavnou výhodou Bowdena je nízka zotrvačnosť pohybu extrudéra pozdĺž osi x. Táto funkcia sa stáva o to dôležitejšie, keď sa rýchle pohyby podliehajú dôležitým zrýchleniam a spomaľovaním. Mentre l’aspetto più negativo di questo approccio riguarda la necessità di applicare una forza superiore per ottenere l’estrusione. Je to kvôli značnej vzdialenosti s Hottendom, V skutočnosti je časť tlaku, ktorú vlákno prijíma od vodiča, stratí pozdĺž plášťa.
Táto technika nám však umožňuje výrazne odľahčiť vozík, čo nám umožňuje rýchlejšie a zároveň relatívne presnejšie výtlačky. V skutočnosti je to motor a vodič vytláčania namontovaný v vzdialenej polohe externe k košíku, Ten bude mať veľmi zníženú váhu, a preto mu jeho malá zotrvačnosť umožní rýchlejšie a presnejšie pohyby.
Systém priameho vytláčania „Wade“
Wade je priamo spojený s Hotendom a potom namontovaný nad košík, má väčšiu váhu a zotrvačnosť. Praktické testy, ktoré sme urobili, sa však objavili, že získaná hmotnosť nepredstavuje vážne obmedzenie tlače.
Hlavnou nevýhodou extrudéra je presne skutočnosť, že najväčšia váha zvyšuje zotrvačnosť o zrýchleniach a spomaleniach. Namiesto toho máme na svojej strane, že všetka energia sa prenesie do vlákna, ktorá bude schopná uniknúť s väčšou silou v horúcom.
Okrem toho sa systém WADE môže ďalej zlepšiť znížením jeho celkovej hmotnosti a následne aj zotrvačnosťou. V podstate stačí vymeniť pôvodný motor NEMA17 za kompaktnejší a ľahší ako NEMA14.
Technické porovnanie medzi systémom priameho a diaľkového vytláčania.
Priame vytláčanie vs Bowden: Výhody a nevýhody:
Bowdenský systém, na týchto 3D tlačiarňach namontovaných na týchto 3D tlačiarňach, Všeobecne má určité limity:
Postihnuté problémy:
Strata presnosti v extrúzii pre vzdialenosť od Hotend
Väčšia pravdepodobnosť blokov a nedostatočne extrúzia
Obmedzenia s flexibilnými materiálmi
- Dlhá dĺžka stiahnutia na obmedzenie javov blogovania
Výhody Wade (priame vytláčanie):
Priama a okamžitá kontrola vlákna
Silnejšie a presnejšie vytláčanie
Plná kompatibilita so všetkými materiálmi, vrátane flexiblov
Zníženie problémov s stiahnutím sú rovnaké minimálne
Inštalácia inštalácie systému s priamym extrúziou
Ako previesť svoj priamy extrakcia CR-10/ENDER3
Potrebné materiály:
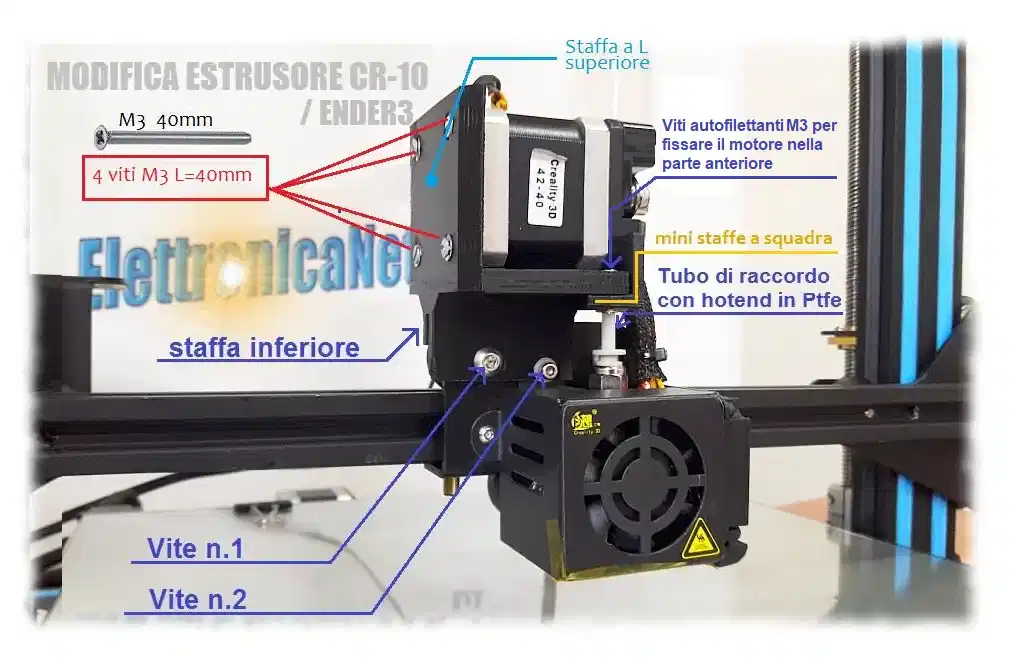
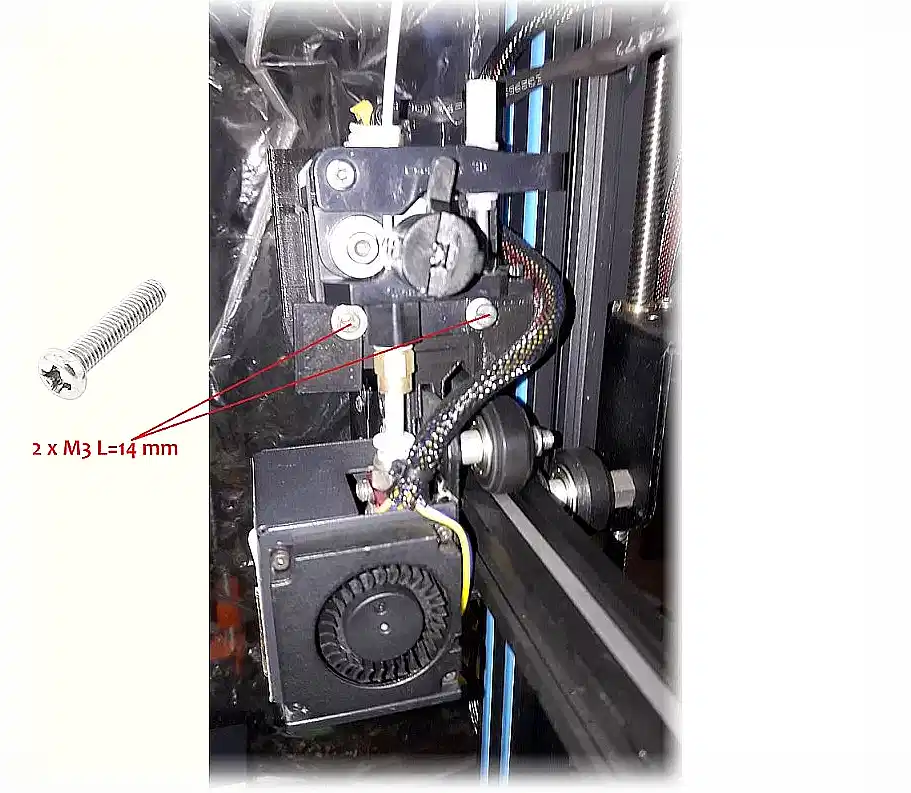
- 2 m3 skrutky 14 mm dlhé
- 4 m3 skrutky 40 mm dlhé
- 2 m3 dlhé 3 mm dlhé skrutky.
Šesťuholníky a krížové skrutkovače.
Možný motor NEMA14 na zníženie hmotnosti (voliteľný).
Krok 1: Demontáž pôvodných komponentov
Vyberte pôvodnú vytlačenie pohonom odskrutkovaním 4 skrutiek.
Odpojte jemný senzor vlákna.
Vyberte motor NEMA17 z opornej dosky.
Krok 2: Príprava nového systému
- Získanie skrutiek 2 m3 m3 približne 3 mm dlhé a ďalšie 4 m3 skrutky 40 mm dlhé.
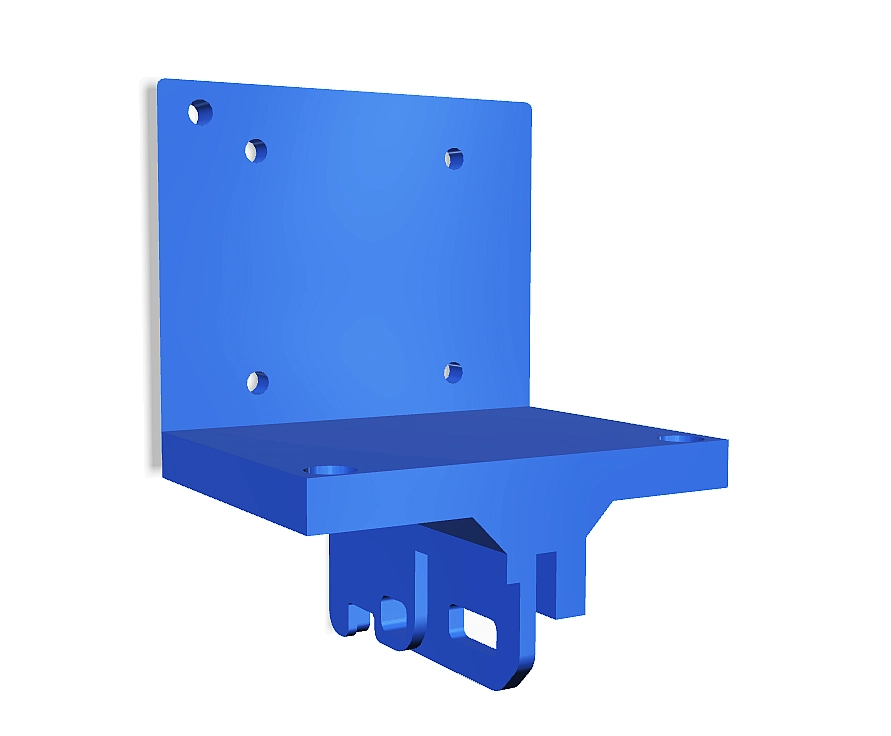
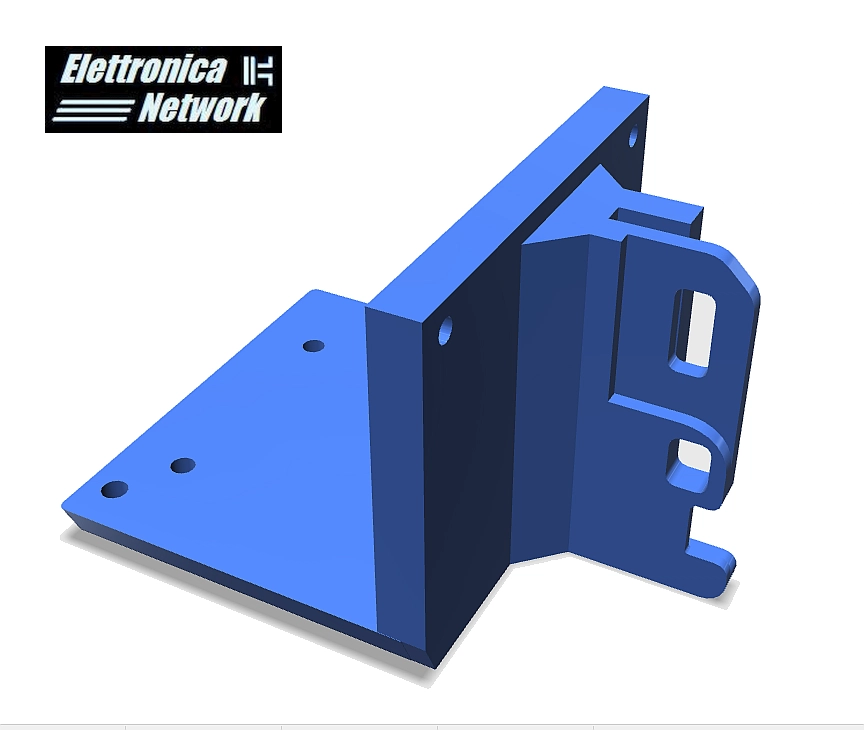
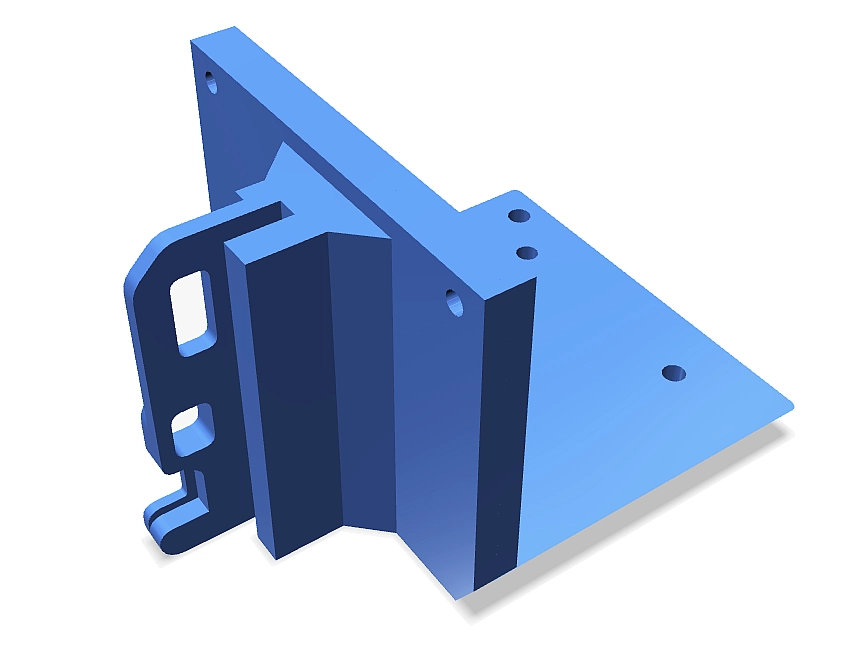
- Udržujte 2 nové podporné držiaky po ruke a motor Nema 17, ktorý ste práve odstránili z pôvodnej polohy.
- Odstráňte 4 zadných väzňov motora a po jeho premiestnení nad konzolu N.1, Opravte ho pomocou nových skrutiek 40 mm m3.
- Vytvorte zadnú stranu motora s vnútornou tvárou tej istej držiaka a zároveň urobte diery, ktoré sa zhodujú s tým, s ktorými sa zhodujú s otvormi väzňov motora.
- Pred utiahnutím skrutiek sa uistite, že všetky komponenty sú dobre zarovnané.
Krok 3: Inštalácia vozíka.
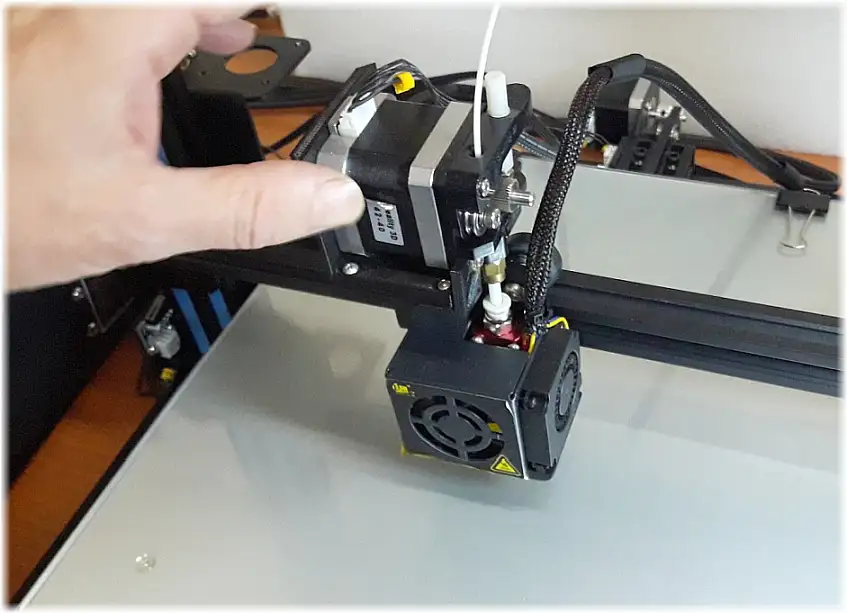
- Teraz umiestnite skupinu držiaka, Extrúzny motor a vodič nad tlačovým vozíkom CR-10, Upevnenie na ňu cez dve skrutky pomocou šesťuholníkovej hlavy, ako je to znázornené na fotografii nižšie. Prvý vľavo (1), Je to ten, ktorý opravuje posúvacie koleso doľava od tlačového vozíka. Namiesto toho druhý (2) Toto je ten, ktorý blokuje škatuľu, ktorá podporuje chladiaci ventilátor v rovnakom košíku.
- Spája konektor napájania a overuje, že pohyb na osi x je plynulý
Rady pre kalibráciu
Optimalizovať výkon po zmene
Rekalibrácia ofsetu extrudéra: Na nastavenie vzdialenosti extrudéra z tlačovej dosky môžete použiť spoločný papierový list A4
Znížiť počiatočnú rýchlosť tlače: Začnite tlačiť malé objekty so 40-50 mm/s na otestovanie nového extrúzneho systému
Optimalizuje nastavenia stiahnutia: Pokúste sa s malými hodnotami medzi 1-2 mm, Všimnite si, že teraz sú viac ako dosť na to, aby zaručili kvalitné výtlačky.
Skontrolujte napätie pásu: Musí to byť dobre napäté, ale nie nadmerné
Vytvorte si prvý výtlačok a vyskúšajte systém priameho vytláčania.
Predhrejte extrudéra a naložte plastové vlákno tlačením páky odstránenia ťahania ťahania nadol. Skĺznite nad vláknom na poslednú časť’ Hotend, a preto je blízko k extrudovaniu. V tomto okamihu dajte misu na úroveň a spustite testovaciu tlač, aby ste rozvíjali výsledky modifikácie uskutočnenej v praxi.
Jedna posledná rada, Na ďalšie zlepšenie kvality tlače, Pôvodný mosadzný výstroj môžete vymeniť na pretiahnutie vlákna našim špeciálnym výstrojom, ktoré sa v porovnaní s pôvodným pýši oveľa efektívnejšou priľnavosťou.
Toto je vyrobené z uhlíkovej ocele a je vybavené dlhými lamelami s ostrým profilom. Riziko skĺzavých vlákien sa teda drasticky zníži a počas tlače počas tlače je zaručené homogénnejšie a energické vytláčanie.
Časté otázky
Odpovede na hlavné pochybnosti o tomto moddingu.
Otázka: Odpúšťajú záruku touto zmenou?
R: Bohužiaľ áno, Neoprávnené hardvérové zásahy zneplatňujú záruku.
Otázka: Môžem sa vrátiť k pôvodnej konfigurácii?
R: Absolútne áno, Zachováva pôvodné komponenty pre možnú obnovenie.
Otázka: Ktoré materiály majú úžitok najviac?
R: Tpu, PETG a kompozitné materiály uvidia najzreteľnejšie zlepšenie.
Záver
Pretože táto zmena stojí za to
Konvertovať CR-10 alebo ENDER3 na priame vytláčanie je najúčinnejšou aktualizáciou pre:
Riešenie problémov s nedostatočným výstavbou
Ľahko vytlačte pokročilé materiály
Získajte presnejšie a konzistentnejšie výtlačky
Znížte údržbu a bloky.
Ďalšie kroky:
- Stiahnite si do Thingiverse S Tlačiteľné materiály Súbory STL na 3D tlač podpory motora a zátvorky potrebné na ich opravu na prednej strane.
- Alebo Aquista naše zátvorky už vytlačené Nájdete ich za primeranú cenu v našom Nakupovanie online v 3D tlači.
Kontaktujte nás Vyžiadať citácie a prispôsobenú pomoc.
Tento projekt je udelený na základe licencie:
Kreatívne spoločné spoločenstvo (4.0 Medzinárodná licencia)
Pripisovanie - NonCommercial - žiadne deriváty